II. Производство оружия и патронов / КонсультантПлюс
II. Производство оружия и патронов
2. Производство оружия и патронов осуществляется юридическими лицами, имеющими лицензии на производство (исследование, разработку, испытание, изготовление, а также художественную отделку и ремонт оружия, изготовление патронов и их составных частей).
Указанные юридические лица могут осуществлять следующие виды деятельности:
а) исследование, связанное с созданием новых типов и моделей оружия или патронов;
б) разработка опытных образцов новых типов или моделей оружия или патронов в процессе проведения опытно-конструкторских работ, а также разработка и экспертиза научно-технической документации на производство оружия или патронов;
в) испытание оружия или патронов для определения их технических характеристик (свойств), установления предельных сроков службы и безопасного использования;
г) изготовление оружия или патронов, в том числе сборка оружия и создание основных частей огнестрельного оружия или составных частей патронов (гильз, капсюлей, пороха, пуль, дроби и картечи), сборка и снаряжение патронов;
д) художественная отделка оружия без внесения конструктивных изменений в его основные части и с сохранением технических и криминалистических характеристик оружия. При художественной отделке оружия могут применяться драгоценные металлы, драгоценные и полудрагоценные камни, а также материалы и технологии, не являющиеся необходимыми при изготовлении конкретной модели оружия;
При художественной отделке оружия могут применяться драгоценные металлы, драгоценные и полудрагоценные камни, а также материалы и технологии, не являющиеся необходимыми при изготовлении конкретной модели оружия;
е) ремонт оружия, в том числе приведение его в рабочее состояние путем устранения неисправностей деталей или их замены, а также восстановление внешнего вида и элементов художественной отделки оружия.
Юридические лица обязаны осуществлять контроль за производством оружия и патронов, обеспечивать безопасность связанных с производством работ, надлежащее качество выпускаемой продукции, ее учет и сохранность.
3. Утратил силу. — Постановление Правительства РФ от 10.03.2009 N 219.
4. Порядок оформления лицензий на производство оружия или патронов, а также условия лицензирования и порядок контроля за использованием лицензий определяются положением о лицензировании производства гражданского и служебного оружия и патронов к нему, утверждаемым Правительством Российской Федерации.
5. Юридическим лицам, имеющим лицензию на производство оружия или патронов, запрещается:
а) осуществлять производство видов и типов оружия или патронов, не предусмотренных в лицензии;
б) присваивать оружию или патронам, производимым только для экспорта в соответствии с техническими условиями, отвечающими требованиям стран-импортеров, маркировку аналогичного оружия или патронов, находящихся в обороте на территории Российской Федерации.
Открыть полный текст документа
ОРУЖЕЙКА: Изготовление патронов
Организационно-технологические особенности патронного производства
Опыт Великой отечественной войны 1941-1945 гг. показал необходимость
массового изготовления патронов. В одной из своих речей, И. В. Сталин сообщил,
что только в 1944 г.
Советский Союз произвел 7 миллиардов 400 миллионов патронов. Изготовление
патронов производилось на так называемом раздельном оборудовании, при этом
технологический процесс разбивается на ряд элементарных операций, и
производство организуется в виде системы достаточно простых однопозиционных
машин, выполняющих операцию в процессе выстоя поворотного стола или конвейера. Загрузка заготовки и съем детали совмещается по времени с выполнением операции.
Загрузка заготовки и съем детали совмещается по времени с выполнением операции.
В послевоенное время под руководством Л.Н. Кошкина были разработаны роторные и роторно-конвейерные автоматические линии, совмещающие транспортные и технологические движения для всех типов технологических операций, что позволило организовать непрерывный цикл изготовления патронов и их элементов с производительностью до 1000 шт./мин. Роторные линии имеют достаточно сложную конструкцию, что не может не сказаться на надежности работы этих линий.
Следует также отметить, что точность изготовления и сборки элементов патронов на роторных линиях ниже, чем на раздельном оборудовании.
Постоянно ведущиеся в к.20 — н.21 веков локальные войны и конфликты, терроризм, разделение оружия на боевое, полицейское, служебное и гражданское существенно изменили ситуацию на рынке боеприпасов. Вместо концепции как можно меньшей номенклатуры патронов при максимально возможном их количестве, появилась тенденция к изготовлению широкой номенклатуры патронов — по калибрам, типоразмерам и разновидностям в пределах типоразмера при сравнительно небольшой программе выпуска.
Технологические особенности изготовления бронебойных сердечников
На большинстве патронных заводов бронебойные сердечники изготавливают
из шлифованной прутковой стали (серебрянки) на токарных прутковых автоматах,
что требует значительного количества оборудования. Более производительным
методом является получение сердечников методом холодной поперечно-винтовой
прокатки, при котором один из валков выполняется профильным, а второй — гладким
(рис.
За один оборот валков формируется одна заготовка, при этом достигается производительность ~ 1 шт/с.
Рис. 1. Схема холодной поперечно-винтовой прокатки сердечника 1 — профильный валок; 2 — гладкий валок; 3 и 4 — опорные поверхности |
Винтовой выступ (реборда) на профильном валке возрастает, начиная с нуля до конечной величины. Заготовка, перемещаясь вдоль валка, окончательно формируется и отделяется от последующей, неокончательно сформированной заготовки. При этом должны выполняться условия:
— обжатие за один оборот заготовки не должно превышать допускаемых величин;
— отношение ширины перемычки к ее диаметру не должно превышать единицы;
— число циклов обжатия (число оборотов) заготовки должно быть минимально достаточным, в противном случае в осевой зоне заготовки образуется рыхлость.
Величина предельно допустимой величины обжатия за оборот валка определяется по формуле:
гдеdз — диаметр заготовки, мм;
nΣ — число оборотов заготовки.
Бронебойное действие сердечников обеспечивается за счет их
высокой твердости — не менее 63 НRС.
Поэтому, как правило, их изготавливают из высококачественных инструментальных углеродистых сталей У10а и У12а, химический состав которых показан в таблице 1.
Близкая по химическому составу сталь для сердечников применяется и за рубежом.
Таблица 2
Инструментальные углеродистые стали достаточно дешевы, но обладают рядом существенных технологических недостатков:— низкой пластичностью, что затрудняет их изготовление методами пластической деформации;
— высокой склонностью к обезуглероживанию при нагреве без защитных сред;
— высокой вероятностью образования трещин, что требует трудоемкого визуального контроля каждого сердечника.Вследствие этих причин иногда используют для сердечников углеродистую качественную конструкционную сталь 65Г, имеющую следующий химический состав:
Таблица 3
Однако сталь 65Г не решает всех проблем. Марганец повышает
ее прокаливаемость, но ухудшает штампуемость, которая во многом зависит от
структуры стали. За счет повышенного содержания марганца в процессе деформации
возникают внутренние остаточные напряжения. Кроме того, эта сталь склонна к
росту зерна при нагреве и к обезуглероживанию. В ЦКИБ СОО были проведены
исследования сердечников пуль патронов 7Н25 и 7Н31, изготовленных из малоуглеродистых
легированных сталей 20Х, 35Х, 40Х.
Марганец повышает
ее прокаливаемость, но ухудшает штампуемость, которая во многом зависит от
структуры стали. За счет повышенного содержания марганца в процессе деформации
возникают внутренние остаточные напряжения. Кроме того, эта сталь склонна к
росту зерна при нагреве и к обезуглероживанию. В ЦКИБ СОО были проведены
исследования сердечников пуль патронов 7Н25 и 7Н31, изготовленных из малоуглеродистых
легированных сталей 20Х, 35Х, 40Х.Рис. 2. Расстояние от поверхности, мм 2. Расстояние от поверхности, мм |
Толщина цементированного слоя в сердечнике из стали 20Х составляет около 1,5 мм и представляет собой мартенсит и карбиды цементного типа. По визуальной оценке содержание углерода в поверхностном слое составляет около 1,2 %. Карбидная фаза располагается по бывшим границам аустенитных зерен и представляет собой разорванную и коагулированную цементную сетку. Матричная структура сердцевины сердечников представляет собой бейнит пластичной формы, что указывает на сквозную прокаливаемость.
При стрельбе на бронепробитие патронами 7Н25 из пистолета ПМ на дальности 10 м сердечники из стали 20Х, 35Х и У10А пробили плиту из стали ст. 3 толщиной 5 мм.Изготовление цельнометаллических снайперских пуль
Точеные цельнометаллические снайперские пули изготавливаются на высокоточных токарных станках. При этом необходимо придерживаться следующих принципов: Исходной заготовкой должен быть калиброванный пруток или
штучная заготовка из калиброванного прутка. Еще лучше, если заготовки будут
отшлифованы на бесцентрово-шлифовальном станке. Равномерный и одинаковый на всех
заготовках припуск по диаметру обеспечит постоянство усилия резания, а значит,
стабильность выполнения размеров деталей.
Еще лучше, если заготовки будут
отшлифованы на бесцентрово-шлифовальном станке. Равномерный и одинаковый на всех
заготовках припуск по диаметру обеспечит постоянство усилия резания, а значит,
стабильность выполнения размеров деталей.
Рис. |
 3. Техпроцесс изготовления пули калибра 12,7 мм на станке с ЧПУ
3. Техпроцесс изготовления пули калибра 12,7 мм на станке с ЧПУНа первом переходе подрезается торец прутка, затем производится черновая и чистовая обточка оживала, черновая и чистовая обработка цилиндрической части ∅13,01-0,02 мм пули. Обработка производиться резцом с круглой пластиной.
После этого фасонными резцами протачиваются канавки диаметрами 12,7-0,1 и 12,6-0,1 мм. Тем же резцом с круглой пластиной за 2 прохода формируется задний конус и отрезным резцом отрезается деталь.
Автор: В.К. Зеленко, А.В. Брызжев, В.В. Злобин, В.М. Королев
П34 Пистолетные и снайперские патроны. Гранатометные выстрелы.
Учебное пособие. — Тула: Инфра, 2008. — 120 стр
Самостоятельное снаряжение винтовочных патронов (релоадинг)
Автор статьи, равно как и издатели, публикуют данный материал исключительно в информационных целях. Этот текст, как целиком, так и его части, не является руководством по релоадингу. Автор и издатели не несут отвественности за любые результаты использования приведенной ниже информации
Данная статья была написана следующим образом. Сначала был детально сфотографирован процесс снаряжения патрона. Затем, спустя несколько месяцев после этого события, я приступил к написанию самой статьи. Когда после завершения работы над основным текстом, я занялся обработкой фотографических материалов, я понял, что часть из них требует отдельных комментариев. В результате, представленный здесь вариант статьи состоит из двух частей. Первая часть является описанием процесса снаряжения в общих чертах, в этом виде статья была написана изначально. Вторая часть есть конкретное фото-описание одного из вариантов, а именно снаряжения мною патронов 30-06. Обе части сильно взаимосвязаны, однако из-за хронического недостатка времени и сил, перекрестных ссылок в тексте я не использовал.
Сначала был детально сфотографирован процесс снаряжения патрона. Затем, спустя несколько месяцев после этого события, я приступил к написанию самой статьи. Когда после завершения работы над основным текстом, я занялся обработкой фотографических материалов, я понял, что часть из них требует отдельных комментариев. В результате, представленный здесь вариант статьи состоит из двух частей. Первая часть является описанием процесса снаряжения в общих чертах, в этом виде статья была написана изначально. Вторая часть есть конкретное фото-описание одного из вариантов, а именно снаряжения мною патронов 30-06. Обе части сильно взаимосвязаны, однако из-за хронического недостатка времени и сил, перекрестных ссылок в тексте я не использовал.
Часть I
В Америке снаряжает для себя патроны очень высокий процент стрелков, практически все, кто увлекается стрельбой более-менее серьезно. Причин тут две. Во-первых, возможность добиваться качества патронов, существенно превосходящего даже самые лучшие фабричные варианты. В особенности это относится к точности системы патрон-оружие, которую путем правильного подбора компонентов и навесок можно довести до уровня, недостижимого с покупными боеприпасами массового производства. Однако такой стимул ИМХО не является основной причиной для занятий релоадингом большинства стрелков. Главная движущая сила в данном случае – цена. Для сравнения, снаряжать патроны калибра .223 Rem можно приблизительно за 15 центов/патрон (пуля, порох, капсюль, а также мелочи вроде смазки и т.п.). При этом самые дешевые фабричные патроны, которые мне доводилось приобрести в этом калибре — $5/20 шт. Конечно, гильзы тоже стоят денег и используются не вечно. Тем не менее, если покопаться в каталогах компонентов для снаряжения, можно путем простой арифметики вычислить, начиная с какого объема стрельбы самостоятельное снаряжение окупится. Последнее замечание по части мотивации: большинство охотников в США снаряжают патроны сами из-за невообразимого количества вариантов боеприпаса (тип и баллистика пули), которые открываются перед ними в данном случае.
В особенности это относится к точности системы патрон-оружие, которую путем правильного подбора компонентов и навесок можно довести до уровня, недостижимого с покупными боеприпасами массового производства. Однако такой стимул ИМХО не является основной причиной для занятий релоадингом большинства стрелков. Главная движущая сила в данном случае – цена. Для сравнения, снаряжать патроны калибра .223 Rem можно приблизительно за 15 центов/патрон (пуля, порох, капсюль, а также мелочи вроде смазки и т.п.). При этом самые дешевые фабричные патроны, которые мне доводилось приобрести в этом калибре — $5/20 шт. Конечно, гильзы тоже стоят денег и используются не вечно. Тем не менее, если покопаться в каталогах компонентов для снаряжения, можно путем простой арифметики вычислить, начиная с какого объема стрельбы самостоятельное снаряжение окупится. Последнее замечание по части мотивации: большинство охотников в США снаряжают патроны сами из-за невообразимого количества вариантов боеприпаса (тип и баллистика пули), которые открываются перед ними в данном случае.
Теперь, собственно, о самом снаряжении. Очевидно, для того, чтобы из гильзы произвести патрон, основными действиями будут замена отработанного капсюля на новый, навеска пороха и посадка пули. На деле операций несколько больше и их количество зависит от индивидуальных требований к качеству снаряженного патрона.
Самое первое, абсолютно обязательное действие – очистка использованных гильз (если гильзы свеже-приобретенные, это действие можно опустить). Чистят гильзы в вибрационном сосуде (tumbler), помещая вперемешку с порошком, чем-то напоминающим полировальную пасту. К сожалению, точного названия порошка или способа его изготовления указать не могу. Один знакомый на стрельбище утверждал, что в отсутствие такой установки можно промывать гильзы в растворе уксусной кислоты. Опять же, крепости не знаю, да и вообще этот вариант лично не пробовал, но думаю, что если визуально будет заметно очищение гильзы – можно пользоваться.
Ключевое слово предыдущего предложения «визуально» плавно переводит к следующей стадии – инспекция гильзы. Очевидно, что проверить неоднократно использованную гильзу на прочность практически невозможно. Однако, наличе трещин, явных деформаций тела гильзы, или характерного расширения в области, прилегающей к донцу, – стопроцентное основание для отбраковки (помятости горлышка – не проблема, об этом чуть позже).
Очевидно, что проверить неоднократно использованную гильзу на прочность практически невозможно. Однако, наличе трещин, явных деформаций тела гильзы, или характерного расширения в области, прилегающей к донцу, – стопроцентное основание для отбраковки (помятости горлышка – не проблема, об этом чуть позже).
После того, как все подозрительные гильзы отбракованы, можно переходить к следующей стадии – формовка гильзы. Обычно, эта стадия, особенно на одноступенчатом прессе (single stage), совмещается с удалением капсюля – для этого внутри формующей матрицы (resizing die) установлен штырь, который производит удаление капсюля. Хочу сразу обратить внимание, что такому достаточно простому снаряжению можно подвергать только гильзы с так называемым капсюлем Боксера. Они отличаются наличием одной проточки из кармана капсюля внутрь гильзы (flash hole), а также тем, что «наковальня», о которую воспламеняется капсюль является составляющей самого капсюля. К сожалению, большинство патронов российского производства использует капсюль Бердана. В данном варианте проточек из капсюльного кармана внутрь гильзы две, что чрезвычайно затрудняет удаление отработанного капсюля, и делает гильзы такого типа практически непригодными для переснаряжения.
В данном варианте проточек из капсюльного кармана внутрь гильзы две, что чрезвычайно затрудняет удаление отработанного капсюля, и делает гильзы такого типа практически непригодными для переснаряжения.
Раз уж зашла речь о российских гильзах, сразу обращаю внимание на то, что формовке, а, следовательно, и ручному перснаряжению, подлежат только латунные гильзы, и ни коем случае не стальные. Попытки формовки стальных гильз неизбежно приведут к заклиниванию гильзы в матрице и выходу из строя всей установки.
Даже для латунных гильз, чтобы избежать заклинивания, совершенно необходимо использование специальной формовочной смазки. Предназначенная для формовки гильзы смазка отличается полным отсутствием бензиновых элементов, чтобы полностью исключить ее воспламенение при заметном повышении давления в матрице. Следует особо обратить внимание на то, чтобы покрытие гильзы смазкой перед формовкой было равномерным и не слишком обильным. В противном случае при формовке на гильзе появляются характерные вмятины, и такая гильза становится непригодной для дальнейшего использования. Если вы все же перестарались со смазкой, после обнаружения подобных вмятин необходимо разобрать матрицу и насухо протереть ее внутреннюю поверхность. Для нанесения на гильзы аэрозольной смазки (мое предпочтение) удобно использовать небольшой лоток, в котором слегка перетрясти гильзы после обработки смазкой для более равномерного покрытия.
Если вы все же перестарались со смазкой, после обнаружения подобных вмятин необходимо разобрать матрицу и насухо протереть ее внутреннюю поверхность. Для нанесения на гильзы аэрозольной смазки (мое предпочтение) удобно использовать небольшой лоток, в котором слегка перетрясти гильзы после обработки смазкой для более равномерного покрытия.
Немного о вышеупомянутой помятости горлышка гильзы. Наружная поверхность штыря, который выдавливает капсюль из гильзы при ее формовке, также является рабочей. Ее диаметр точно соответствует внутреннему диаметру горлышка гильзы. Таким образом, в процессе формовки незначительные деформации горлышка гильзы легко устраняются.
После того, как старый капсюль удален из гильзы и гильза отформована, следующая обязательная процедура – проверка длины гильзы и приведение ее в соответствие со спецификациями. Дело заключается в том, что в процессе обжима происходит удлинение горлышка гильзы. Хотя сама величина такого удлинения, как правило, незначительна, промер длины гильзы – процедура совершенно необходимая. Обычно из группы обрабатываемых гильз выборочно проверяются несколько, и если отклонения внутри группы незначительные, оставшиеся гильзы в целях экономии времени не проверяют.
Обычно из группы обрабатываемых гильз выборочно проверяются несколько, и если отклонения внутри группы незначительные, оставшиеся гильзы в целях экономии времени не проверяют.
Если длина гильз после обжатия превосходит максимально допустимую (из справочника по снаряжению), горлышко гильзы необходимо обточить. Вариантов устройства для обточки довольно много, от простейших ручных до электроприводных, с фиксатором/ограничителем по длине или без него. После обточки для устранения возникших неровностей и заусенцев с внутренней и внешней поверхности горлышка гильзы снимается фаска, обычно вручную нехитрым приспособлением.
Чтобы процедура обточки не отнимала слишком много времени и сил, рекомендуется уменьшать общую длину гильзы до величины на .01 дюйма (25 мм) меньшей максимально допустимого значения. В таком случае гильзу можно будет переснарядить3-4 раза без обточки.
Прежде чем перейти к следующему этапу – посадке капсюля, хочу упомянуть несколько процессов, которые применяют в основном стрелки benchrest для достижения высочайшего качества патрона.
- Проточка капсюльного кармана, придающая ему ровную цилиндрическую форму определенной глубины,
- Снятие фаски с капсюльного отверстия, как с наружной стороны гильзы, так и изнутри (flash hole deburring),
- Обточка горлышка гильзы (neck turning) для придания ему равномерной толщины.
Несмотря на то, что мнение о необходимости данных процессов довольно распространено, большинство «практических» стрелков в поисках индивидуального баланса между качеством патрона и затратами на его производство данными стадиями пренебрегают.
Итак, мы подошли к следующему важнейшему этапу – посадке капсюля. Для этого существуют разные приспособления – как ручные станки, так и насадки на стандартный пресс, позволяющие сажать капсюль при обратном (вниз) движении гильзы. Хочу дать несколько полезных советов – капсюль должен садиться в гильзу без излишнего усилия, в противном случае, возможно, его самовоспламенение от давления пресса. Хорошо посаженный капсюль должен сидеть в гильзе идеально ровно, его рабочая поверхность чуть утоплена по отношению к донцу гильзы. Ни в коем случае нельзя допускать превышения поверхности капсюля над донцем гильзы – это может привести к выстрелу при запирании затвора в полуавтоматическом оружии, а также пробою капсюля с оттоком пороховых газов в казенную часть, – в условиях повального пренебрежения защитными стрелковыми очками ситуация чреватая самыми неприятными последствиями.
Ни в коем случае нельзя допускать превышения поверхности капсюля над донцем гильзы – это может привести к выстрелу при запирании затвора в полуавтоматическом оружии, а также пробою капсюля с оттоком пороховых газов в казенную часть, – в условиях повального пренебрежения защитными стрелковыми очками ситуация чреватая самыми неприятными последствиями.
В США при изготовлении армейских патронов после посадки капсюля для дополнительной надежности края капсюльного кармана запрессовываются внутрь. Это приводит к затрудненному удалению отработанного капсюля и необходимости снятия фаски с наружной поверхности капсюльного кармана. Без этой процедуры качественная посадка капсюля в «военные» гильзы практически невозможна.
Если капсюль посажен неверно, ни в коем случае нельзя пытаться удалять его тем же способом, что и отработанный. Нейтрализация плохого капсюля непосредственно в оружии (разумеется, без навески пороха и пули) проста и не должна приводить к пагубным последствия даже в случае крайне неаккуратной посадки.
Теперь, когда гильзы приведены к правильному размеру и снаряжены капсюлями, следующим этапом снаряжения является навеска пороха. Для проведения данной процедуры совершенно необходимо наличие достаточно точных весов (до 0.1 грана). Желательно, конечно, иметь также дозатор пороха, иначе процедура навески рискует крайне затянуться.
Сначала необходимо пользуясь справочником определить максимальное значение навески для данной пули, калибра и типа пороха. Вообще, порохов, применимых для данного калибра существует много, выбор конкретного типа – тема для отдельного разговора. Большинство руководств по снаряжению рекомендует начинать снаряжение с навески, составляющей около 90% максимально допустимой, после чего в случае удачного результата можно навеску постепенно увеличивать, пока не будет достигнута наибольшая кучность при стрельбе из конкретного оружия.
При использовании типового порохового дозатора есть два варианта работы с ним. Можно подобрать необходимую навеску, после чего, убедившись в стабильности работы дозатора (последовательно отмерянные группы должны отличаться не более чем на 0. 1 грана), развесить порох во все патроны группы. В другом варианте можно отмерять навеску дозатором, после чего доводить ее до должного уровня на весах для каждого патрона отдельно. Как обычно, в таком варианте выигрыш в качестве будет обеспечен проигрышем в затратах времени и усилий.
1 грана), развесить порох во все патроны группы. В другом варианте можно отмерять навеску дозатором, после чего доводить ее до должного уровня на весах для каждого патрона отдельно. Как обычно, в таком варианте выигрыш в качестве будет обеспечен проигрышем в затратах времени и усилий.
После того, как гильзы с развешенным порохом готовы к дальнейшему снаряжению, мы переходим к заключительному этапу — посадке пули. Считается, что общая длина патрона должна соответствовать конкретному оружию, в частности, расстоянию в патроннике до начала нарезов ствола. Простейший способ определить данное расстояние в отсутствии специальных приспособлений – снарядить десяток пустых патронов (желательно даже без капсюля) различной длины, начиная от максимально допустимого (обычно определяется размером магазина) с постепенным уменьшением. После этого патроны заряжаются в винтовку, и искомая длина определяется по тому, начиная с какой длины «макета» патрона на пуле будут видны следы нарезов. Считается, что для достижения максимальной точности, пуля должна быть посажена близко к нарезам. При этом ветераны релоадинга могут рассказать некоторые тонкости – что .223 любит отстоять от нарезов на .005 дюйма, а 30-06 нужно касаться нарезов.
При этом ветераны релоадинга могут рассказать некоторые тонкости – что .223 любит отстоять от нарезов на .005 дюйма, а 30-06 нужно касаться нарезов.
Собственно, на этом процесс снаряжения патронов закончен. По вышеописанной процедуре можно получить в среднем порядка 100 патронов в час (не считая затрат времени на чистку гильз, и учитывая, что обточку гиль не обязательно производить каждый раз).
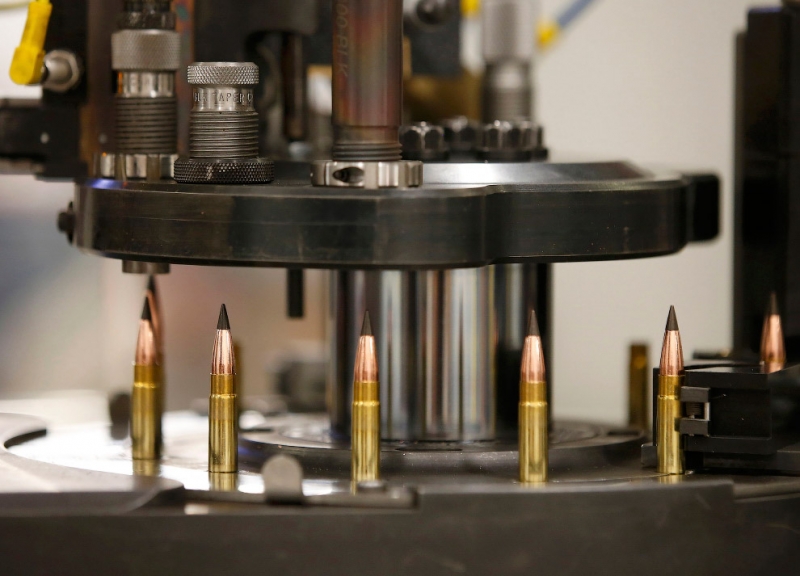
Наиболее распространенный способ ускорить процесс при минимальной потере качества – использование так называемого прогрессивного пресса. Такое устройство представляет из себя карусель, на которой одновременно производится несколько операций снаряжения, на каждой «станции» — своя. Так на первой станции гильза формуется и производится удаление капсюля, на следующей станции, куда гильза подается при очередном нажатии рычага, в гильзу подается новый капсюль, на следующей станции в гильзу с капсюлем навешивается порох, и на следующей – производится посадка пули. Фактически при одном нажатии рычага пресса с его «конвейера» сходит один патрон. В такой системе после изначальной настройки можно добиться производительности до 600 патронов в час. Естественно, что регулярная обточка гильз должна будет производиться отдельно, и ни о каких дополнительных операциях над гильзой речь уже не идет.
В такой системе после изначальной настройки можно добиться производительности до 600 патронов в час. Естественно, что регулярная обточка гильз должна будет производиться отдельно, и ни о каких дополнительных операциях над гильзой речь уже не идет.
Я лично планирую в самое ближайшее время наладить следующую систему, считая ее оптимальной для себя по соотношению качество/трудоемкость:
На одиночном прессе устанавливается формовочная матрица с навесным триммером (от Dillon’а). Такая система позволяет сразу при формовке обтачивать гильзу до номинальной длины. После этой процедуры дальнейшее снаряжение осуществляется на прогрессивном прессе (Hornady AP), где на первой станции установлена неформующая матрица, удаляющая капсюль (Dillon Universal Decapping Die), между первой и второй матрицей производится посадка нового капсюля, на второй станции установлен дозатор пороха с микрометрической регулировкой (Hornady), и уже на третьей станции (всего пять) производится посадка пули (тоже матрицей с микрометрической регулировкой, Redding Competition Seating Die). Именно такая система есть у моего знакомого, его патронами мой спортивный Реми уладывает все выстрелы в 1МОА, что на данном этапе меня более чем устраивает).
Именно такая система есть у моего знакомого, его патронами мой спортивный Реми уладывает все выстрелы в 1МОА, что на данном этапе меня более чем устраивает).
Если говорить об оборудовании для снаряжения, то моего личного опыта явно недостаточно для сравнения прессов и матриц различных производителей. В результатах бесед на эту тему с различными стрелками, снаряжающими патроны самостоятельно, можно сделать два основных вывода:
- Качество оборудования (в том и числе и удобство пользования) напрямую определяется его ценой, или «за что платишь – то и имеешь”
- Для практического снаряжения патронов с основной целью экономией средств, дешевые варианты оборудования практически не уступают в качестве более дорогим аналогам.
Соответственно, в выборе оборудования для снаряжения, общих рецептов не существует, каждую ситуацию необходимо рассматривать как комплекс требований к качеству боеприпаса, производительности и цены.
В заключение, приведу кратко две пошаговых процедуры снаряжения пулевых винтовочных патронов. Во второй процедуре есть несколько действий, не упомянутых в вышеизложенном описании процесса снаряжения, которые не являются существенными либо достаточно очевидны.
Во второй процедуре есть несколько действий, не упомянутых в вышеизложенном описании процесса снаряжения, которые не являются существенными либо достаточно очевидны.
Базовая:
- Чистка гильз
- Обраковка
- Смазка
- Формовка и удаление капсюля
- Контроль длины (выборочный) и при необходимости обточка
- Посадка капсюля
- Навеска пороха (с выборочным контролем)
- Посадка пули (с выборочным контролем)
Полная:
- Чистка гильз в виброочисителе
- Отбраковка гильз
- Сортировка по производителю, партии, количеству использований
- Смазка, чистка и смазка внутри горла
- Формовка (по полной длине, либо только горла для болтовых винтовок) с удалением капсюля
- Контроль толщины стенок горла (индивидуальный), обточка по необходимости
- Контроль длины (индивидуальный), обточка по необходимости
- Проточка капсюльного посадочного места
- Проточка воспламенительного отверстия изнутри и снаружи
- Посадка капсюля
- Навеска пороха с индивидуальным контролем
- Посадка пули с индивидуальным контролем
Базовая процедура может производиться и на прогрессивном прессе, в таком случае разумно производить контроль длины до формовки. При соблюдении припуска на возможное удлинение такое изменение порядка действий не приведет к существенному изменению конечного результата.
При соблюдении припуска на возможное удлинение такое изменение порядка действий не приведет к существенному изменению конечного результата.
Разумеется, добавление любых сочетаний действий из «полного» списка в «базовый» возможно, и остается полностью на усмотрение снаряжающего. Представляется разумным начать с базовой схемы, после чего постепенно добавляя в нее все новые и новые этапы из полной схемы, оценить изменения в качестве и трудоемкости. В конечном итоге каждый стрелок неизбежно придет к своей, устраивающей именно его системе снаряжения патронов.
Часть II
Первая процедура – очистка использованных гильз. Вибрационный очиститель (tumbler) обрабатывает порядка 100 гильз 30-06 за час (одна загрузка). При перегрузке гильзы могут быть повреждены (см. ниже смятое горлышко) |
После завершения очистки содержимое очистителя просеивается |
Чистящая среда используется повторно, гильзы готовы к дальнейшей обработке |
Верстак для снаряжения желательно иметь побольше, но можно ограничиться и минимальным |
На верстаке – дозатор пороха, весы, триммер для обточки гильз, пресс, принадлежности |
Справочник по снаряжению, желательно от производителя используемых пуль, – абсолютно необходим |
Гильза с внешними повреждениями – сразу же выбраковывается |
Перед формовкой на гильзы наносится смазка, вручную или аэрозольная |
Гильзы должны быть смазаны равномерно, для этого поднос (в данном случае просто коробка проложенная фольгой) основательно перетряхивается |
Очищенная гильза по прежнему нуждается в удалении отработанного капсюля |
Для формовки и удаления капсюля гильзу помещаем в держатель пресса |
Далее одним усилием на рычаг производятся одновременно оба процесса |
Усилие прикладываемое на этой стадии бывает значительным – верстак должен быть достаточно тяжел и устойчив.  При работе с армейскими гильзами (запрессованный капсюль) это особенно важно |
Удаленный отработанный капсюль либо падает в специальный поднос, либо в его отсутствие – просто на пол |
Капсюльное углубление иногда дополнительно чистят и протачивают, но в принципе гильза готова к снаряжению и без этого. Только капсюль Боксера с одной проточкой внутрь гильзы подлежит переснаряжению |
Если неровности горлышка гильзы незначительны, гильзу можно и не выбраковывать |
Такая гильза будет восстановлена при формовке рабочей поверхностью стержня удаления капсюля |
Излишки смазки на гильзе могут привести к появлению характерных вмятин.  В таком случае гильза выбрасывается, а матрица разбирается В таком случае гильза выбрасывается, а матрица разбираетсяи тщательно чистится |
Следующий этап – проверка длины гильзы |
При превышении размером гильзы максимально допустимого значения гильза укорачивается в триммере, в данном случае в простейшем ручном, с ограничителем |
С обточенной гильзы для удаления неровностей и заусенцев вручную снимается фаска |
Обрабатывается, как внешняя, так и внутренняя грань горлышка |
Большинство прессов оборудуется системой подачи и установки капсюля |
В данном прессе капсюль из трубчатого магазина подается на специальный держатель |
После этого держатель вводится под пресс и при обратном движении рычага капсюль устанавливается в гильзу |
Правильно установленный капсюль посажен ровно и слегка углублен |
Следующий этап – навеска пороха.  Одно из условий равномерности работы дозатора – постоянный контроль за уровнем пороха |
При помощи весов дозатор настраивается на требуемую величину навески, также проверяется равномерность его работы |
Далее вся группа гильз снаряжается порохом; частота контроля величины навески – дело индивидуального предпочтения |
После того, как посадочная матрица установлена и настроена (подбором) на требуемую длину патрона, пуля ставится на гильзу и придерживается при подаче в матрицу |
Завершающее движение пресса |
Всю группу снаряженных патронов необходимо сразу же пометить и подписать – типы компонент, геометрические размеры, навеска пороха.  … … |
Андрей Л.
Фотографии — Сквознячок
Редакция 22 ноября 2000 г.
Блокнот Снайпера
История огнестрельного оружия, технологии и развитие: производство патронов: более современные методы
В наших последних четырех постах мы рассмотрели, как делали патроны на заводе Кыноч в 19 веке. Кратко рассмотрим, как сейчас делают патроны. Интересно отметить, что, хотя технологии улучшились до такой степени, что машины могут выполнять работу, ранее выполнявшуюся людьми, многие принципы остались прежними.Сначала рассмотрим процесс формирования гильзы, как это делается сегодня на заводе:
Нажмите на картинку, чтобы увеличить.
На изображении выше показан процесс постепенного вытягивания латунного корпуса и его отжига в несколько этапов, пока он не достигнет необходимой длины (шаги 1–5). Затем он обрезается по размеру на шаге 6 и формируется головка корпуса (основание) (шаг 7), а затем формируется горлышко (шаг 8). Наконец, обод и горловина обрабатываются в соответствии с окончательными спецификациями картриджа.
В процессе формирования головки гильзы инструмент, называемый пуансоном для головных штампов, используется для придания формы основанию и формированию кармана для капсюля, а также для добавления к нему информации о производителе.
Основание 8×68 мм. винтовочный патрон производства RWS. Нажмите на картинку, чтобы увеличить.
Изображение находится под лицензией Creative Commons Attribution-Share Alike 3.0 Unported License by BreTho в Википедии.
Головные штампы.
Пробойник для головных штампов имеет цилиндрический выступ для кармана капсюля и выпуклую надпись на лицевой стороне для штамповки информации производителя на основании патрона. Обычно в информации указан производитель и калибр патрона.На некоторых корпусах, особенно используемых вооруженными силами, также указан год изготовления. Некоторые военные патроны могут даже иметь код, указывающий местонахождение завода, а также месяц изготовления патрона. На изображении выше мы видим, что патрон производства RWS (немецкий производитель) и имеет размер 8×68 мм. картридж С.
картридж С.
Теперь давайте посмотрим несколько видеороликов о производственных процессах на различных фабриках по всему миру. Первое видео было снято в 1940-х годах британской компанией Pathe и показывает фабрику в Южной Африке:
.Именно на этом заводе с нуля отливают собственные латунные заготовки.Обратите внимание, что некоторые процессы, используемые на этой фабрике, все еще выполнялись вручную и выполнялись людьми. Однако действительно опасные процессы заряжания капсюлей и пороха к этому времени автоматизированы.
Следующее видео от Silver State Armory и представляет собой слайд-шоу их производственного процесса. Обратите внимание, что процесс очень похож на то, что было описано в предыдущих постах.
Это видео больше похоже на слайд-шоу и описывает различные этапы производства, но не показывает реально задействованные машины.

Следующее видео подготовлено NRA и показывает боеприпасы, производимые Hornady (для неамериканских читателей: Hornady — известный производитель боеприпасов в США):
В этом видео показан производственный процесс, а также некоторые используемые механизмы. Hornady использует механическую силу для формирования оболочки пули, а не нагревает и формирует ее. На видео показан весь процесс, включая тестирование, контроль качества и упаковку картриджей.
Следующее видео показывает производство боеприпасов в Винчестере:
Видео показывает процесс, начиная с плавления сырья для изготовления латуни, и объясняет процесс, а также демонстрирует некоторые механизмы, используемые для производства патронов. В видео также показано изготовление патронов для дробовика.

Наконец, вот длинное видео от Field Sports (британский канал), показывающее процесс изготовления картриджей на RWS (крупный производитель из южной Германии):
Продолжительность 22 минуты, это немного больше, чем другие видео, но оно также довольно подробно описывает производственный процесс.
Приятного просмотра!
Производство одноразовых картриджей для электронных сигарет
Растущий рынок вейпов
Рынок вейпов находится на подъеме в течение нескольких лет, и, по прогнозам, он будет продолжать расти быстрыми темпами. Объем мирового рынка электронных сигарет и вейпов в 2018 году оценивался в 10 261,8 млн долларов США, и ожидается, что он будет расти со среднегодовым темпом роста годовой темп роста) 24,9% с 2019 по 2025 год 1.Одноразовые картриджи для электронных сигарет используются как для одноразовых, так и для перезаряжаемых испарителей. Недавние проблемы со здоровьем, связанные с растущим рынком вейпов, приведут к ужесточению правил производства картриджей для вейпов. Эти ужесточенные правила будут стимулировать спрос на более точное и надежное производственное оборудование, как это наблюдается в фармацевтической промышленности. Насосы Zaxis Inc. уже используются в производстве фармацевтических препаратов благодаря исключительной точности и аккуратности eVMP.Для производства картриджей для вейпов требуются насосы, которые могут работать с высоковязкими жидкостями, дозируя очень точные дозы в каждом картридже. В насосах-дозаторах Zaxis Inc. для перекачки жидкостей используется объемный объем, что делает их идеальными для жидкостей с низкой или высокой вязкостью. Естественным прогрессом для индустрии вейпинга будет преобразование существующего помпового оборудования в прецизионную систему дозирования Zaxis eVMP.
Недавние проблемы со здоровьем, связанные с растущим рынком вейпов, приведут к ужесточению правил производства картриджей для вейпов. Эти ужесточенные правила будут стимулировать спрос на более точное и надежное производственное оборудование, как это наблюдается в фармацевтической промышленности. Насосы Zaxis Inc. уже используются в производстве фармацевтических препаратов благодаря исключительной точности и аккуратности eVMP.Для производства картриджей для вейпов требуются насосы, которые могут работать с высоковязкими жидкостями, дозируя очень точные дозы в каждом картридже. В насосах-дозаторах Zaxis Inc. для перекачки жидкостей используется объемный объем, что делает их идеальными для жидкостей с низкой или высокой вязкостью. Естественным прогрессом для индустрии вейпинга будет преобразование существующего помпового оборудования в прецизионную систему дозирования Zaxis eVMP.
Высоковязкие жидкости
Известно, что концентрированные растительные масла, такие как каннабис и конопля, являются высоковязкими жидкостями.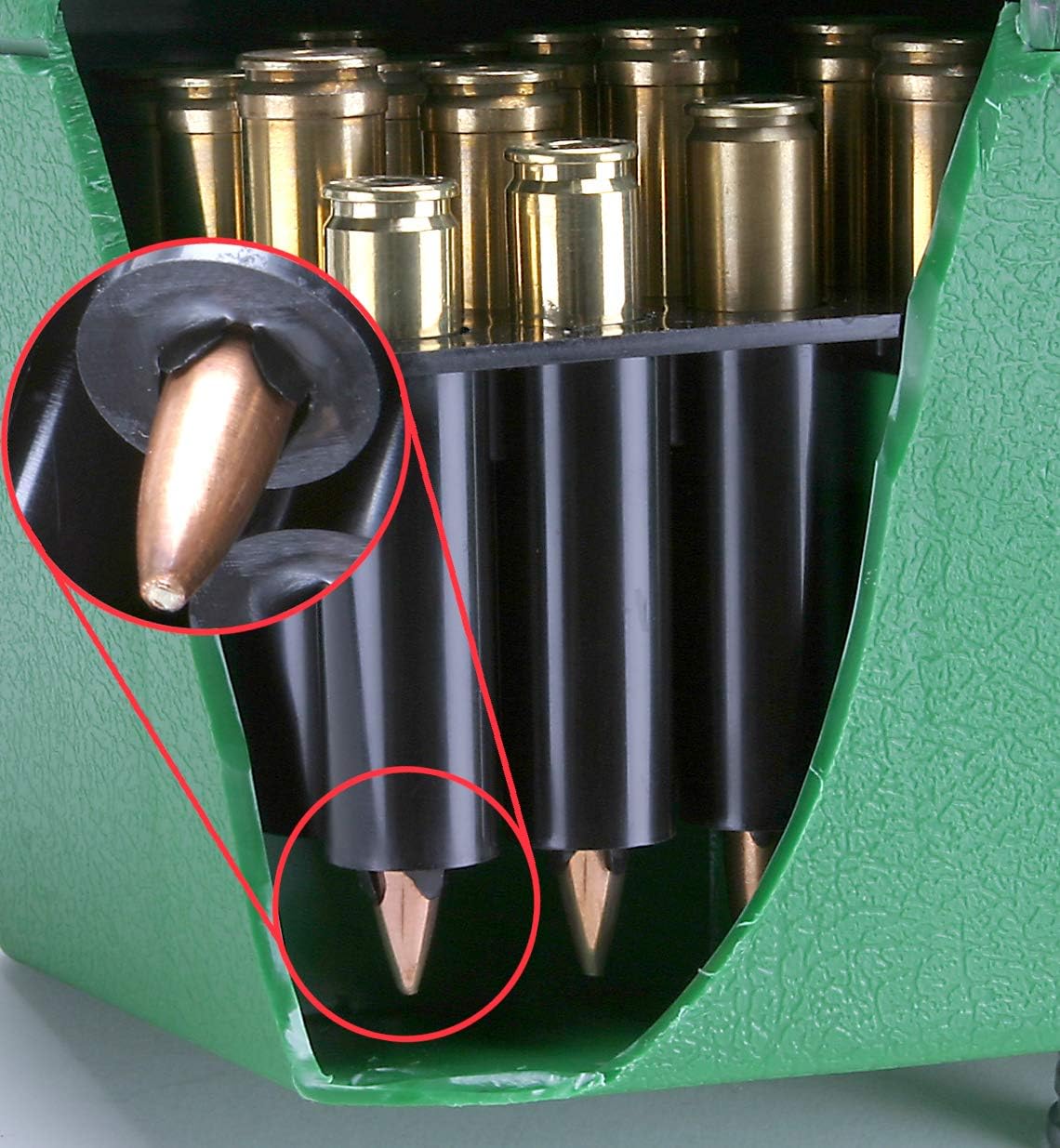 Производители используют ряд различных методов для получения правильной вязкости жидкости для картриджей для вейпов, включая дистилляты с разбавителями, разрезание / добавление масла с добавками для разбавления консистенции или добавление терпенов и специфичных для штамма ароматизаторов.
Производители используют ряд различных методов для получения правильной вязкости жидкости для картриджей для вейпов, включая дистилляты с разбавителями, разрезание / добавление масла с добавками для разбавления консистенции или добавление терпенов и специфичных для штамма ароматизаторов.
На производственной линии все дозирующие и раздаточные насосы должны преодолевать противодавление, создаваемое высоковязкими жидкостями. Серия Zaxis eVMP VS была разработана специально для работы с высоковязкими жидкостями.Мотор с сервоприводом имеет крутящий момент почти в 4 раза больше, чем у традиционного шагового двигателя, и может работать со скоростью потока около 2000 мл/мин и противодавлением до 200 фунтов на квадратный дюйм. Это означает, что серия eVMP VS может не только преодолевать противодавление, создаваемое высоковязкими жидкостями, но и может дозировать с большей скоростью, увеличивая пропускную способность линии.
Точное дозирование
При производстве одноразовых картриджей важна точность дозирования. В индустрии вейпов FDA особенно строго относится к доставке именно того, что указано на этикетке продукта. Непоследовательное дозирование может расстроить конечных пользователей, если они получат неполный продукт. Непоследовательное дозирование и переполнение также могут негативно сказаться на финансовых результатах производства.
В индустрии вейпов FDA особенно строго относится к доставке именно того, что указано на этикетке продукта. Непоследовательное дозирование может расстроить конечных пользователей, если они получат неполный продукт. Непоследовательное дозирование и переполнение также могут негативно сказаться на финансовых результатах производства.
Растущий рынок привлек внимание к индустрии вейпов. Безопасность потребителей является главным приоритетом, а вместе с ней и более высокий контроль качества, включая воспроизводимость точного смешивания ингредиентов.FDA заявляет, что, если вы не сообщите о своих ингредиентах или изменениях в количестве ингредиентов, «ваши продукты могут быть сочтены «неправильными» в соответствии с федеральным законом и, следовательно, подлежат регулятивным действиям, включая арест и судебный запрет. Предоставление ложной информации также преследуется в уголовном и гражданском порядке2». Если жидкость для электронных сигарет или смесь «соков» отличаются от этикетки на минимальный процент, FDA часто требует уничтожить всю партию, включая видео доказательства ее уничтожения. Точное измерение/дозирование жизненно важно для успешного и безопасного производства жидкостей для электронных сигарет.
Точное измерение/дозирование жизненно важно для успешного и безопасного производства жидкостей для электронных сигарет.
Система Zaxis eVmP обеспечивает точность +/- 0,5 % от полной шкалы и 0,5 CV с разрешением 0,01 мкл благодаря использованию вращающейся и возвратно-поступательной конструкции с принудительным смещением. Использование объемного вытеснения в конструкции eVMP помогает снизить риск загрязнения или просачивания между упаковками. Разница между внешним диаметром поршня и внутренним диаметром гильзы почти идеальна.Это означает, что когда головка поршня отводится от пути жидкости, создается вакуум, обеспечивающий постоянный объем в течение всего рабочего цикла. Кроме того, вращающаяся и возвратно-поступательная конструкция eVMP обеспечивает высокую воспроизводимость результатов. Благодаря конструкции головки насоса из нержавеющей стали и прочным сапфировым, алюмокерамическим внутренним частям насосы Zaxis eVMP прослужат миллионы циклов без обслуживания.
Мало того, что Управление по санитарному надзору за качеством пищевых продуктов и медикаментов скрупулезно относится к ингредиентам и дозировкам, индустрия вейпинга также имеет проницательную клиентскую базу, которая хорошо осведомлена об их продуктах и часто требует высоких стандартов, которые сохраняют уникальный профиль, вкус и сложность растения. Точное смешивание каждого элемента сока в виде отдельной индивидуальной дозы может быть гораздо более точным, чем смешивание больших партий, позволяющее получить продукт очень высокого качества и уменьшить погрешность и потенциальные потери.
Точное смешивание каждого элемента сока в виде отдельной индивидуальной дозы может быть гораздо более точным, чем смешивание больших партий, позволяющее получить продукт очень высокого качества и уменьшить погрешность и потенциальные потери.
Никому не нужна протекающая ручка
Многие из первых ручек Vape поставлялись с предупреждением не класть их и не опрокидывать, так как масло из бака часто вытекало. Дизайн картриджей претерпел изменения за последние несколько лет, и с ростом рынка вейпов разработка и усовершенствование дизайна картриджей — это непрерывный процесс.Существует несколько различных тестов на утечку, которые можно выполнить для проверки конструкции картриджа. Закрыв вентиляционные отверстия и проведя тест на снижение давления через мундштук, вы проверите все уплотнения и убедитесь, что резервуар герметичен. Затем откройте вентиляционные отверстия и проведите тест массового расхода через картридж, что особенно полезно для проверки того, что конструкция фильтра распылителя не будет пропускать жидкость.
Isaac HD и Zaxis 7i — это многофункциональные течеискатели, которые могут выполнять несколько видов тестов на одном устройстве.Оба течеискателя поставляются с электронными регуляторами и до 100 сохраненных программ. Это означает, что настройка давления воздуха будет автоматически регулироваться от теста к тесту, экономя время и устраняя ошибки пользователя. Подбор нужной скорости потока для картриджа — задача тонкая и точная, так как поток воздуха должен быть беспрепятственным, а поток жидкости не должен проходить через насыщенный фильтр полными каплями. Интуитивно понятный пользовательский интерфейс упрощает настройку и настройку параметров тестирования. Способность Isaac HD и Zaxis 7i устанавливать и ощущать разницу между такими жесткими параметрами позволяет разработчикам разрабатывать картриджи, которые отлично работают без утечек.
Заключение
Серия Zaxis eVMP VS идеально подходит для работы с высоковязкой жидкостью и предельной точностью, необходимой для производства одноразовых картриджей для электронных сигарет. Технология серводвигателя серии VS не только достаточно мощна, чтобы преодолевать противодавление, создаваемое высоковязкими жидкостями, но также обладает скоростью и точностью для повышения производительности. Линейка течеискателей Zaxis может проверить конструкцию любого вейп-картриджа, а также определить наличие утечек или дефектов картриджа.
Технология серводвигателя серии VS не только достаточно мощна, чтобы преодолевать противодавление, создаваемое высоковязкими жидкостями, но также обладает скоростью и точностью для повышения производительности. Линейка течеискателей Zaxis может проверить конструкцию любого вейп-картриджа, а также определить наличие утечек или дефектов картриджа.
Трактат о производстве винтовочных гильз, пуль, порохов, капсюлей и обойм, а также о проектировании и изготовлении инструментов, используемых в связи с производством гильз и пуль, вместе W Дугласа Т. Гамильтона
Выдержка из Производство патронов: трактат, охватывающий производство гильз для винтовочных патронов, пуль, порохов, капсюлей и обойм для патронов, а также проектирование и изготовление инструментов, используемых в связи с производством гильз и пуль, вместе с описанием Th. процессы, используемые в производстве патронов, представляют интерес не только для
Выдержки из производства патронов: трактат, посвященный производству гильз, пуль, порохов, капсюлей и патронных обойм, а также проектированию и изготовлению инструментов, используемых в соединении. С производством гильз и пуль вместе с описанием Th
С производством гильз и пуль вместе с описанием Th Процессы, используемые при производстве патронов гребни представляют интерес не только для изготовителей военного снаряжения, но и для каждого механика, занятого в тех отраслях промышленности, в которых имеет значение волочение и формовка металла на прессах.Принципы и операции, относящиеся к производству металлических патронов, по существу те же, что используются в сотнях отраслей промышленности, занятых изготовлением рисованных предметов для самых мирных целей; и хотя в настоящее время интерес к боеприпасам имеет первостепенное значение, методы, используемые для их изготовления, ничем существенно не отличаются от методов, применяемых в обычной металлообрабатывающей промышленности. Таким образом, цель этой книги состоит не только в том, чтобы охватить различные этапы изготовления одного из самых важных военных боеприпасов, но и в том, чтобы зафиксировать одобренные методы рисования и формования глубоких металлических гильз для военных целей. любая цель.Поскольку процессы, используемые в производстве патронов, вероятно, более развиты, чем те, которые используются в большинстве других областей волочения металлов, книга, касающаяся этих процессов, несомненно, будет иметь большую ценность во многих родственных областях.
любая цель.Поскольку процессы, используемые в производстве патронов, вероятно, более развиты, чем те, которые используются в большинстве других областей волочения металлов, книга, касающаяся этих процессов, несомненно, будет иметь большую ценность во многих родственных областях.
Об издательстве
Forgotten Books издает сотни тысяч редких и классических книг. Дополнительную информацию см. на сайте www.forgottenbooks.com
Эта книга является репродукцией важной исторической работы. Forgotten Books использует самые современные технологии для цифровой реконструкции произведения, сохраняя исходный формат и устраняя недостатки, присутствующие в устаревшей копии.В редких случаях несовершенство оригинала, например дефект или отсутствующая страница, может быть воспроизведено в нашем издании. Однако мы успешно устраняем подавляющее большинство дефектов; любые оставшиеся несовершенства намеренно оставлены, чтобы сохранить состояние таких исторических произведений.
Ответы Ninestar о производстве смарт-картриджей
Ответы Ninestar о производстве смарт-картриджей
Китайский производитель подвергся резкой критике вскоре после того, как 25 августа 2020 года объявил о запуске полностью автоматизированной линии по производству сменных картриджей HP 226.
Партнеры Ninestar со всего мира искали ответы на вопросы о преимуществах автоматизации и о том, как «интеллектуальное производство» меняет ситуацию. Шесть наиболее актуальных вопросов были заданы Джонсону Цян (на фото), заместителю генерального директора Ninestar Image и заместителю генерального директора подразделения расходных материалов для печати.
Цян был готов предоставить полную картину интеллектуального производственного процесса Ninestar.
Какая часть производства Ninestar автоматизирована?
«Ninestar начала инвестировать в автоматизацию в 2012 году, — сказал Цян.«Изначально мы разрабатывали полуавтоматические процессы. По мере того как движение к автоматизации набирало обороты, автоматизировалось все больше процессов. Сегодня большая часть производства чернильных картриджей Ninestar полностью автоматизирована, и четыре полностью автоматизированных цеха по производству картриджей с тонером начали работу. Наш масштаб позволяет нам производить картриджи, которые действительно конкурируют по качеству и производительности со своими OEM-аналогами».![]()
Какие продукты производятся в 4 полностью автоматизированных цехах по производству картриджей с тонером?
«Новые сменные картриджи с тонером для серии HP 226, серии HP 252/452, серии HP 435 и серии Samsung 2160», — ответил Цян.
Какова «пропускная способность» картриджей, произведенных на полностью автоматизированных линиях по производству картриджей с тонером?
«Средняя пропускная способность наших четырех полностью автоматизированных линий по производству картриджей с тонером составляет 98%, — сказал Цян.
Как автоматизация повышает производительность?
«Нет никаких сомнений в том, что хорошо продуманное решение для автоматизации обеспечивает повышенную эффективность и производительность, — сказал Цян. «Мы используем единицы на человека в час (UPPH) для измерения эффективности технологической линии.
«Кроме того, — добавил Цян, — показатель общей эффективности оборудования (OEE) в 85 % считается показателем мирового уровня для обрабатывающей промышленности, а наше интеллектуальное производственное оборудование работает на уровне 90 %. Мы далеко за пределами стандарта мирового класса. Наше улучшение OEE также способствует повышению производительности.
Мы далеко за пределами стандарта мирового класса. Наше улучшение OEE также способствует повышению производительности.
«Более того, цифровые вывески широко используются в наших интеллектуальных производственных цехах. Производственные показатели, управление запасами, отчеты о качестве продукции и эффективность бизнеса могут обновляться в режиме реального времени и автоматически отображаться на экранах.Цифровые вывески сокращают время отклика и помогают повысить производительность, предоставляя гибкое решение «один ко многим» для эффективной визуальной коммуникации».
Как автоматизация повышает качество?
По словам Цяна, современное автоматизированное оборудование Ninestar улучшает качество несколькими способами. «Это устраняет человеческие ошибки, улучшает согласованность и выявляет ошибки», — сказал он. «Первые два легко понять. Но как определить ошибки? Имейте в виду, что хотя автоматизированные системы значительно улучшают процессы, у них есть свои недостатки. Чтобы предотвратить это, мы инвестируем в систему машинного зрения, которая может быстро проверять каждый элемент на производственной линии, обеспечивая качество компонента или продукта. Система использует комбинацию источников света, датчиков и камер, чтобы гарантировать, что каждый продукт соответствует одним и тем же конкретным критериям и может замечать дефекты, слишком мелкие для человеческого глаза».
Чтобы предотвратить это, мы инвестируем в систему машинного зрения, которая может быстро проверять каждый элемент на производственной линии, обеспечивая качество компонента или продукта. Система использует комбинацию источников света, датчиков и камер, чтобы гарантировать, что каждый продукт соответствует одним и тем же конкретным критериям и может замечать дефекты, слишком мелкие для человеческого глаза».
Насколько Ninestar привержена интеллектуальному производству в будущем?
«Развитие Ninestar в области автоматизированных технологий связано с нашим неустанным стремлением к качеству продукции.Я твердо верю в то, что автоматизированное производство стало лучшим инструментом Ninestar для достижения баланса между качеством и эффективностью. Как я уже говорил, интеллектуальное производство поднимет преимущества для клиентов на новый уровень. Следовательно, нет никаких сомнений в том, что Ninestar увеличит свои инвестиции в автоматизацию. В следующем году мы планируем добавить еще две полностью автоматизированные линии по производству тонер-картриджей».
Корпорация Ninestar отпраздновала свое двадцатилетие 28 июня 2020 года и утверждает, что использует эту годовщину не только для того, чтобы быть признанной ведущей фирмой в отрасли поставок сторонних производителей, но и для того, чтобы стать лидером производства, инвестировав значительные средства в новейшие автоматизированные технологии для быстрого вывода на рынок экологически чистой продукции.
Продукция Ninestar под маркой G&G признана во всем мире благодаря своим характеристикам, надежности и экологическим преимуществам благодаря инвестициям в автоматизацию и «интеллектуальное производство».
Родственный:
Комментарий:
Пожалуйста, оставьте свои комментарии ниже об этой истории, «Ответы Ninestar о производстве смарт-картриджей» или присоединитесь к обсуждению на LinkedIn.
Дэвид Гиббонс сказал: «После того, как в августе Ninestar Image Tech Limited перешла на «интеллектуальное производство», компания Ninestar Image Tech Limited была засыпана вопросами. Что такое «интеллектуальное производство» и чем оно отличается от автоматизации? Именно так китайцы продолжат захватывать мировые рынки товаров, которыми мы пользуемся каждый день. Десять лет назад, когда я впервые приехал сюда, боссы предприятий гордились сотнями, если не тысячами своих сотрудников. Сегодня речь идет о том, чтобы быть умнее, чтобы повысить качество и снизить цены. Неудивительно, что Запад не может конкурировать.
Что такое «интеллектуальное производство» и чем оно отличается от автоматизации? Именно так китайцы продолжат захватывать мировые рынки товаров, которыми мы пользуемся каждый день. Десять лет назад, когда я впервые приехал сюда, боссы предприятий гордились сотнями, если не тысячами своих сотрудников. Сегодня речь идет о том, чтобы быть умнее, чтобы повысить качество и снизить цены. Неудивительно, что Запад не может конкурировать.
Картриджи для фильтров с активированным углем Изготовление на заказ
M.L. Ball Company, Inc. является мировым лидером в области фильтрующих картриджей с активированным углем. Мы потратили десятилетия на изучение систем, приложений и требований наших клиентов. Сегодня мы поставляем только лучшие продукты из активированного угля и угля, а также наш собственный запатентованный продукт MasterCarb. Мы обещаем высокую эффективность и результативность вашей системы очистки с активированным углем.
МастерКарб Ни один другой производитель активированного угля не предлагает такой продукт, как MasterCarb! Благодаря десятилетиям исследований и практических испытаний мы разработали продукт, который превосходит практически любое другое решение для фильтрации с активированным углем, представленное сегодня на рынке.
MasterCarb применим для широкого спектра применений и может заменить большинство процессов очистки и абсорбции, использующих угольные гранулы. Мы рады сообщить об улучшениях, которые MasterCarb может внести в процесс, чтобы повысить эффективность и действенность вашей системы с активированным углем.
MasterCarb — запатентованный фильтрующий продукт, импортированный и разработанный M.L. Ball Company, Inc. Спецификации стандартной продукции и дополнительную информацию можно получить, обратившись к региональному представителю или в наши корпоративные офисы.
Изготовление на заказ Обратите внимание, что мы можем изготовить продукты с активированным углем на заказ в соответствии с вашими спецификациями. Если у вас есть специальное приложение, система очистки под ключ или уникальные требования к продукту с активированным углем, мы здесь, чтобы удовлетворить их. Мы работали с клиентами над разработкой запатентованных фильтров и гранул с активированным углем на протяжении десятилетий. Мы с нетерпением ждем возможности узнать больше о ваших спецификациях.
Мы с нетерпением ждем возможности узнать больше о ваших спецификациях.
Будучи мировым авторитетом в области фильтров с активированным углем и продуктов для очистки воды на основе угля, M.L. Ball Company, Inc. готова служить вам. Свяжитесь с нами сегодня по телефону 770-447-5660 , чтобы узнать больше о нашей запатентованной технологии MasterCarb и о том, как ее можно использовать для установления стандарта очистки воды в вашем коммерческом, промышленном или муниципальном применении.
Латунь для патронов. Выкатывание латунных пластин — один из первых процессов изготовления гильз. Работы выполняются на одном из одиннадцати арсеналов ВМФ, которые работают на максимальной скорости, чтобы обеспечить боеприпасами наш двухокеанский флот
. Содержимое черно-белых негативов информации Администрации безопасности ферм/Управления войны Библиотеки Конгресса является общественным достоянием и может свободно использоваться и повторно использоваться.
Кредитная линия: Библиотека Конгресса, Отдел эстампов и фотографий, Администрация безопасности ферм / Управление военной информации, черно-белые негативы.
Для получения информации о воспроизведении, публикации и цитировании материалов из этой коллекции, а также о доступе к исходным материалам см.: Информация Управления безопасности ферм США/Военного управления. Черно-белые фотографии. Информация о правах и ограничениях.
Подробнее об авторских правах и других ограничениях
Для получения рекомендаций по составлению полных ссылок обратитесь к Citing Primary Sources.
- Консультант по правам : Видеть Страница информации о правах и ограничениях
- Репродукция номер : LC-USE6-D-000015 (черно-белая пленка, негатив)
- Телефонный номер : LC-USE6- D-000015 [P&P] LOT 2017 (местоположение соответствующей печати)
- Информация о доступе : —
Получение копий
Если отображается изображение, вы можете загрузить его самостоятельно. (Некоторые изображения отображаются только в виде эскизов за пределами
Библиотеке Конгресса из соображений прав, но у вас есть доступ к изображениям большего размера на
сайт.)
(Некоторые изображения отображаются только в виде эскизов за пределами
Библиотеке Конгресса из соображений прав, но у вас есть доступ к изображениям большего размера на
сайт.)
Кроме того, вы можете приобрести копии различных типов через Услуги тиражирования Библиотеки Конгресса.
- Если отображается цифровое изображение: Качество цифрового изображения частично зависит от того, был ли он сделан из оригинала или промежуточного звена, такого как копия негатива или прозрачность.Если поле «Репродукционный номер» выше включает репродукционный номер, начинающийся с LC-DIG…, то есть цифровое изображение, которое было сделано непосредственно с оригинала и имеет достаточное разрешение для большинства целей публикации.
- Если есть информация, указанная в поле Номер репродукции выше: Вы можете использовать репродукционный номер для покупки копии в Duplication Services.
 Это будет
сделано из источника, указанного в скобках после номера.
Это будет
сделано из источника, указанного в скобках после номера.Если в списке указаны только черно-белые («ч/б») источники и вам нужна копия, показывающая цвета или оттенка (при условии, что они есть у оригинала), обычно можно приобрести качественную копию оригинал в цвете, указав номер телефона, указанный выше, включая каталог запись («Об этом элементе») с вашим запросом.
- Если в поле Номер репродукции выше нет информации: Как правило, вы можете приобрести качественную копию через Duplication Services.Назовите номер телефона перечисленных выше, и включите запись каталога («Об этом элементе») в свой запрос.
 Это будет
сделано из источника, указанного в скобках после номера.
Это будет
сделано из источника, указанного в скобках после номера.Прайс-листы, контактная информация и формы заказа доступны на Веб-сайт службы дублирования.
Доступ к оригиналам
Выполните следующие действия, чтобы определить, нужно ли вам заполнять бланк вызова в разделе «Печать». и читальный зал фотографий, чтобы просмотреть исходные предметы. В некоторых случаях используется суррогатное изображение (замещающее изображение).
доступны, часто в виде цифрового изображения, копии или микрофильма.
и читальный зал фотографий, чтобы просмотреть исходные предметы. В некоторых случаях используется суррогатное изображение (замещающее изображение).
доступны, часто в виде цифрового изображения, копии или микрофильма.
Элемент оцифрован? (Эскиз (маленькое) изображение будет видно слева.)
- Да, элемент оцифрован. Пожалуйста, используйте цифровое изображение вместо того, чтобы запрашивать оригинал. Все изображения могут быть
просматривать в большом размере, когда вы находитесь в любом читальном зале Библиотеки Конгресса. В некоторых
случаях доступны только эскизы (маленьких) изображений, когда вы находитесь вне Библиотеки
Конгресс, потому что права на предмет ограничены или не были оценены на предмет прав
ограничения.
В качестве меры по сохранению мы, как правило, не обслуживаем оригинальный товар, когда цифровое изображение доступен. Если у вас есть веская причина посмотреть оригинал, проконсультируйтесь со ссылкой
библиотекарь. (Иногда оригинал просто слишком хрупок, чтобы служить. Например, стекло и
пленочные фотонегативы особенно подвержены повреждениям. Их также легче увидеть
онлайн, где они представлены в виде положительных изображений.) - Нет, элемент не оцифрован. Перейдите к #2.
- Да, элемент оцифрован. Пожалуйста, используйте цифровое изображение вместо того, чтобы запрашивать оригинал. Все изображения могут быть
просматривать в большом размере, когда вы находитесь в любом читальном зале Библиотеки Конгресса. В некоторых
случаях доступны только эскизы (маленьких) изображений, когда вы находитесь вне Библиотеки
Конгресс, потому что права на предмет ограничены или не были оценены на предмет прав
ограничения.
Указывают ли вышеприведенные поля Access Advisory или Call Number, что существует нецифровой суррогат, например, микрофильмы или копии?
- Да, другой суррогат существует. Справочный персонал может направить вас к этому суррогат.
- Нет, другого суррогата не существует. Перейдите к #3.
- Если вы не видите уменьшенное изображение или ссылку на другой суррогат, пожалуйста, заполните бланк вызова в читальный зал эстампов и фотографий. Во многих случаях оригиналы могут быть доставлены в течение нескольких минут. Другие материалы требуют назначения на более позднее время в тот же день или в будущем. Справочный персонал может проконсультировать вас как по заполнению бланка заказа, так и по срокам подачи товара.

Чтобы связаться со справочным персоналом в читальном зале эстампов и фотографий, воспользуйтесь нашим Спросите библиотекаря или позвоните в читальный зал между 8:30 и 5:00 по номеру 202-707-6394 и нажмите 3.
Очистка оборудования для производства картриджей Vape
В: Мы производим картриджи для вейпов, и нам нужно найти хороший очиститель для нашего оборудования. Мы удаляем остатки эфирных масел, глицерина и усилителей вкуса с помощью автоматизированной мойки на месте. Некоторые из них представляют собой ботанические тяжелые смолы и воск. Наш бак на 500 литров. Мы не уверены, сколько очистителя нам нужно. Может ли Alconox, Inc. помочь нам найти моющее средство для очистки растительных экстрактов?
Некоторые из них представляют собой ботанические тяжелые смолы и воск. Наш бак на 500 литров. Мы не уверены, сколько очистителя нам нужно. Может ли Alconox, Inc. помочь нам найти моющее средство для очистки растительных экстрактов?
A: Маслянистые остатки при производстве вейп-картриджей (электронные сигареты, испарители и т. д.), которые вы описываете, безусловно, трудно удалить, а очистка оборудования для производства вейпов, резервуаров и лабораторной посуды является сложной задачей.
Хорошее эмпирическое правило, которое мы используем, заключается в том, что вам нужно около 10% от общего объема резервуара в качестве чистящего раствора для правильной безразборной мойки (CIP).В данном случае около 50 литров раствора.
Мы настоятельно рекомендуем использовать малопенящуюся бесфосфатную жидкость Solujet® и малопенящуюся высокощелочную жидкость Keylajet®, последнюю для действительно сложных остатков, тяжелых смол и т.п. Рекомендуется начинать с высоких концентраций и оптимизировать. Концентрация 3-5% является хорошей отправной точкой. Напомним, что более высокие концентрации увеличивают емкость или количество, которое может быть удалено моющим средством. Следовательно, с качественной точки зрения, при большом количестве смолы могут потребоваться более высокие концентрации.
Концентрация 3-5% является хорошей отправной точкой. Напомним, что более высокие концентрации увеличивают емкость или количество, которое может быть удалено моющим средством. Следовательно, с качественной точки зрения, при большом количестве смолы могут потребоваться более высокие концентрации.
Чтобы приготовить 3% раствор Solujet или Keylajet, используйте 1,5 галлона на 50 галлонов промывочной воды. Используя самую горячую практическую температуру; 160-180F (70-80C) было бы идеально. Лучше всего, чтобы начальное полоскание также проводилось при равной или повышенной температуре. Это делается для того, чтобы избежать теплового удара по любым образовавшимся мицеллам и риска повторного осаждения удаленного остатка.
Опять же, более высокие концентрации моющего средства могут быть применены, если имеется большое количество остатков масла.
Для ручной очистки (замачивание, обработка ультразвуком) стеклянной посуды, лабораторной посуды и технологического оборудования, на которых есть такие же растительные восковые остатки, мы настоятельно рекомендуем Detonox® Ultimate Precision Cleaner.